Khái niệm, cấu tạo và các thông số cơ bản của ACB (Air Circuit Breaker)
Khái niệm ACB
ACB là gì?
ACB (Air Circuit Breaker) hay còn gọi là máy cắt không khí.
Nó là một khí cụ điện có công dụng dùng để đóng cắt, bảo vệ các thiết bị điện trước những sự cố như: quá tải, ngắn mạch. ACB thì có cấu trúc khá phức tạp về mặt kết cấu, nhưng lại đơn giản về mặt công nghệ và nguyên lý hoạt động.
Máy cắt hoạt động theo kiểu năng lượng được dự trữ, nó sử dụng một lò xo được nạp trước, lò xo có thể được nạp bằng tay với sự trợ giúp của cơ cấu nạp lò xo, hoặc nạp bằng điện với sự giúp đỡ của động cơ nạp, nếu được cung cấp.

Phân loại ACB
1/ Phân loại theo cấu tạo:
• ACB loại cố định (Fixed)
• ACB dạng rút kéo (Withdrawable)
2/ Phân loại theo số pha / số cực: 3P, 4P
3/ Phân loại theo dòng cắt ngắn mạch:
• Dòng cắt tiêu chuẩn: thường dùng trong công nghiệp,
thương mai.
• Dòng cắt cao: thường dùng trong công nghiệp và các ứng dụng đặc biệt.
Cấu tạo ACB
Cấu tạo bên trong
Chú thích:
1. Trạm đấu nối của mạch điều khiển
2. Đấu nối mạch điều khiển
3. Công tắc phụ
4. Thiết bị cắt mạch song song, cuộn đóng
5. Rơ le ngắt máy – điện tử
6. Mặt che trước
7. Cơ cấu đóng
8. Cơ cấu nhả
9. Cơ cấu xạc
10. Lò xo đóng
11. Cơ cấu kéo ra
12. Đế cách ly
13. Buồng dập hồ quang
14. Tiếp điểm động chính
15. Tiếp điểm cố định chính
16. Thanh dẫn phía dây
17. Thanh dẫn phía tải
18. lò xo tiếp xúc
19. Biến dòng
20. Cuộn dây cảm biến dòng
21. Lưới bảo vệ
22. Mạch nối

Cấu tạo bên ngoài
1 Máy cắt loại rút kéo
2 Chỉ thị và nút Reset sau khi cắt cho
• tripped signaling switch and
• mechanical reclosing lockout
3 Chỉ thị lò xo nạp
4 Chỉ thị máy cắt ON / OFF
5 Chỉ thị Sẵn sàng đóng
6 Nút ON, cơ học
7 Nút OFF, cơ học
8 Chỉ thị vị trí máy cắt
9 Khung dẫn hướng
10 Kết nối mạch phụ
11 Lỗ cắm tay xạc
12 Tay xạc lò xo
13 Mô đun truyền thông COM16WT

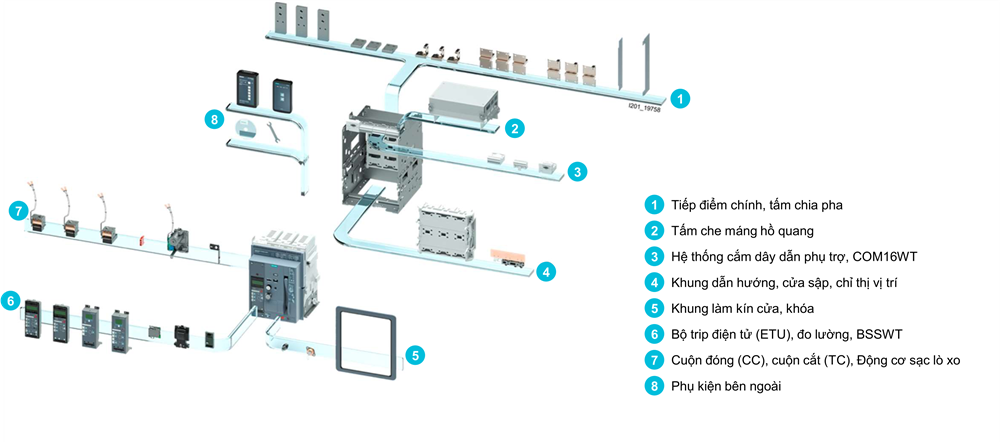
Phụ kiện
Các phụ kiện lắp thêm cho ACB 3WT

Nguyên lý hoạt động ACB
Cơ chế tiếp xúc (Contact Mechanism)
Bộ phận dẫn điện được thiết kế theo kiểu modul hóa. Mỗi cực gồm có các tiếp điểm chính và các tiếp điểm hồ quang, các tiếp điểm này được lắp đặt trong các vỏ bọc modul hóa. Các tiếp điểm này được chế tạo từ hợp kim bạc. Hoạt động của tiếp điểm hồ quang với tiếp điểm chính là các tiếp điểm hồ quang sẽ đóng trước và mở sau các tiếp điểm chính. Điều này giảm bớt sự ăn mòn các tiếp điểm chính trong các trạng thái hoạt động bình thường và ngắn mạch. Dụng cụ đo lường dòng điện được đặt bên trong mỗi bộ cực xung quanh đầu nối thấp hơn.
Cơ chế nhả
Gồm có các chốt giữ từ tính mà nó liên kết với các nút ấn báo nhả. Mạch điện cung cấp một tín hiệu cho bộ phần này trong trường hợp xảy ra quá dòng, quá tải…và bộ phận này sẽ tác động để nhả máy cắt. Trong trường hợp bảo vệ quá dòng thì dòng điện cảm ứng được gửi đến từ máy biến dòng (Current Transformer – CT) được lắp đặt trên các đầu nối chính. Nếu xảy ra bất cư lỗi nào khác nữa thì đầu ra thứ 2 của CT sẽ tăng nên.Tín hiệu từ đầu ra thứ 2 sẽ được truyền tới bộ vi điều khiển trong mạch điện (ETU). Bộ vi điều khiển sẽ được lặp trình để tạo ra các tín hiệu xử lý ứng với mỗi trường hợp cụ thể. Tín hiệu một chiều được tạo ra để cấp cho bộ phận nhả từ tính mà nó làm nhiệm vụ mở máy. Thời gian cắt yêu cầu và dòng điện cắt có thể được cài đặt thông qua sự giúp đỡ của các công tắc chuyển đổi được cung cấp trên panel phía trước của mạch điện phụ trơ. Về mặt bảo quản, bảo trì định kì phải thật nghiêm ngặt. Buồng dập hồ quang của thiết bị được chế tạo theo kiểu khí nén kết hợp với các tấm ngăn bởi các lá thép xẽ rãnh hình chữ V và các cuộn dây từ trường để kéo dài hồ quang.

Các thông số kỹ thuật của ACB
• In: Rated current: Dòng điện định mức
• Ui: Rated insulation voltage
- Điện áp cách điện định mức: dùng để xác định điện trở cách điện.
- Điện áp vận hành lớn nhất của ACB không được lớn hơn Ui, tức là Ue ≤ Ui.
• Uimp: Impulse withstand voltage
- Giá trị điện áp áp xung mà ACB chịu đựng được - 12kV.
• Ue: Rated operational voltage (AC base)
- Điện áp vận hành định mức đến 690V hoặc 1150V.
• Icu: Ultimate breaking capacity
Là dòng ngắn mạch lớn nhất mà ACB chịu được. Thông số này được thử nghiệm ứng với chu trình: (Cắt – t – Đóng Cắt) - (O – t – CO).
• Ics: Service breaking capacity
- Là dòng ngắn mạch max mà máy cắt có thể cắt nhiều lần sao cho ACB không bị hư hỏng.
- Được thử nghiệm theo chu trình một lần cắt và 2 lần đóng cắt (O – t – CO – t – CO) > ACB có thể cắt ít nhất
3 lần liên tiếp sau khoảng thời gian t.
- Theo các tiêu chuẩn thì trị số Ics = 25%, 50%, 75% hoặc 100% Icu. Cái này thường phụ thuộc và công nghệ của mỗi nhà sản xuất.
• Icw: Short time withstand current
- Khả năng chịu dòng ngắn mạch trong khoảng thời gian 1s hay 3s mà máy cắt không bị hư hỏng.
• Characteristic curve là đường cong đặc tính bảo vệ của CB (đường cong chọn lọc của ACB). Đây là thông số rất quan trọng, quyết định cho việc chọn ACB ở vị trí nào trong hệ thống điện. ACB có các đường đặc tính L, S, I, N, G phụ thuộc vào các bộ Trip Unit khác nhau
• Mechanical/electrical endurance Số lần đóng cắt cơ khí cho phép/ số lần đóng cắt điện cho phép
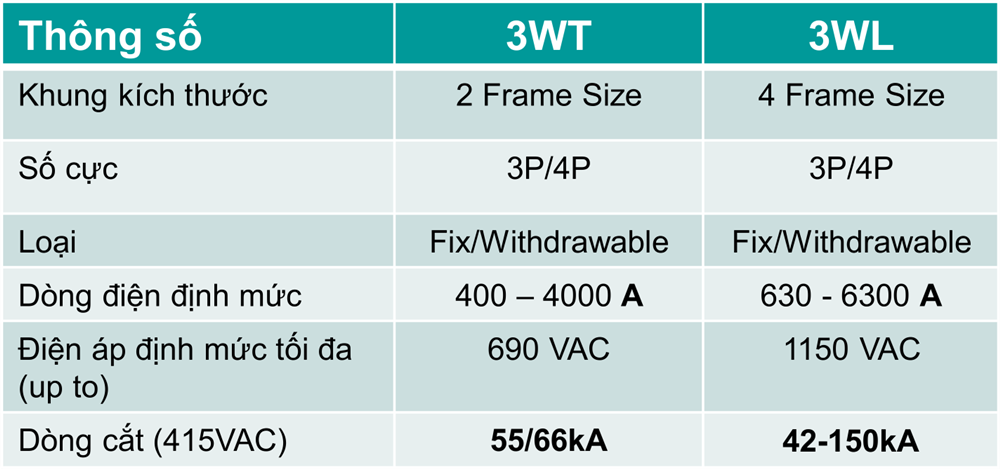
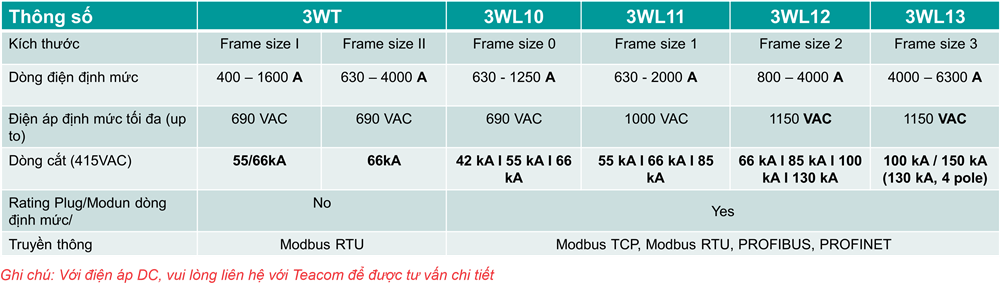
So sánh các dòng ACB
Ứng dụng của ACB